


1 / 5


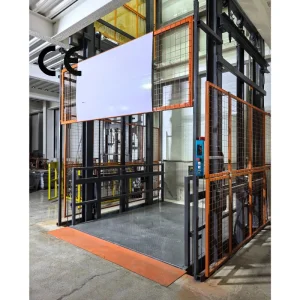
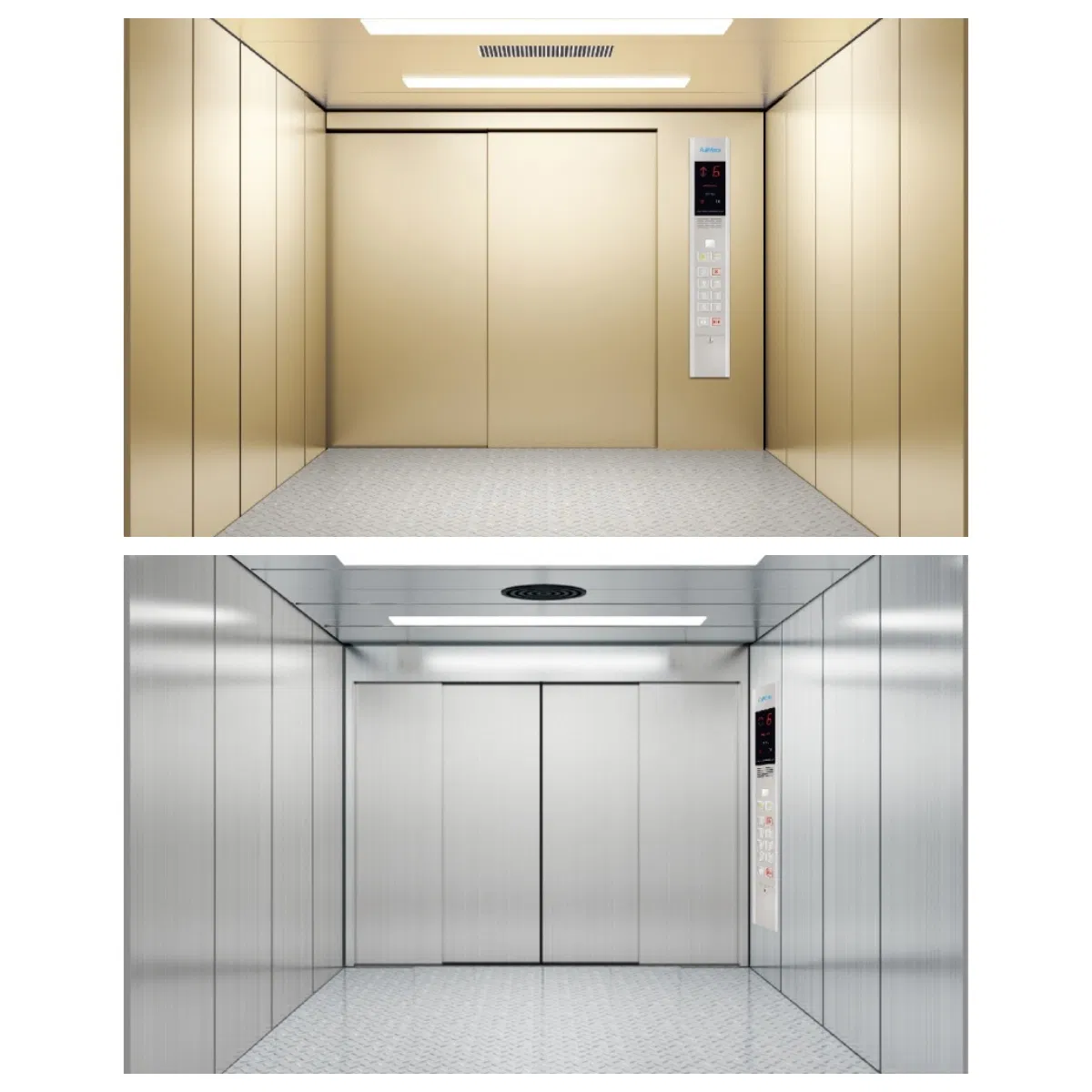
Heavy-Duty Freight Elevator: Engineered for demanding industrial and commercial applications, this robust vertical transport solution features a high-strength bent-steel car structure and an advanced full microprocessor control system. The AC variable frequency door operator ensures energy efficiency alongside smooth, precise access.
Key specifications cover high load capacities, millimeter-precise leveling, and space-saving designs. The Machine-Room-Less (MRL) configuration can reduce energy consumption by up to 40% and building footprint requirements by 10%. Ideal for factories, warehouses, shopping malls, and logistics centers.


With three decades of dedicated manufacturing experience, our facility has evolved from a component supplier to a master of integrated, end-to-end elevator solutions. We manage the entire life cycle: pioneering R&D, sophisticated design, precision manufacturing, and comprehensive maintenance services. Our commitment to quality is validated by compliance with international standards, including EU CE, IAF, and CNAS.